
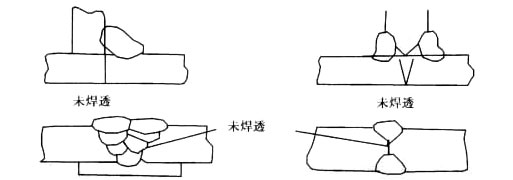
焊条焊接未焊透缺陷产生原因及防止措拖
2015/1/29 17:05:03点击:
| 接方式 | 发生原因 | 防止措施 |
| 手工 | (1)焊条选用不当。 | (1)选用较具渗透力的焊条。 |
| 电弧焊 | (2)电流太低。 | (2)使用适当电流。 |
| (3)焊接速度太快温度上升不够,又进行速度太慢电弧冲力被焊渣所阻挡,不能给予母材。 | (3)改用适当焊接速度。 | |
| (4)焊缝设计及组合不正确。 | (4)增加开槽度数,增加间隙,并减少根深。 | |
| CO2气体 | (1)电弧过小,焊接速度过低。 | (1)增加焊接电流和速度。 |
| 保护焊 | (2)电弧过长。 | (2)降低电弧长度。 |
| (3)开槽设计不良。 | (3)增加开槽度数。增加间隙减少根深。 | |
| 自保护 | (1)电流太低。 | (1)提高电流。 |
| 药芯焊丝 | (2)焊接速度太慢。 | (2)提高焊接速度。 |
| (3)电压太高。 | (3)降低电压。 | |
| (4)摆弧不当。 | (4)多加练习。 | |
| (5)坡口角度不当。 | (5)采用开槽角度大一点。 |
- 上一篇:焊条焊接裂纹缺陷产生原因及防止措拖 2015/1/29
- 下一篇:焊条焊接夹渣缺陷产生原因及防止措拖 2015/1/29
