
铝及铝合金焊接材料应用场合
根据所含的合金元素,变形铝及铝合金可分为八大类。
纯铝(1000 系列)不包含合金元素并且被认为是热处理不可强化的。由于它具有卓越的抗蚀性,最初用于化工容器和管道。由于它优越的导电性能,这一系列也被用于电力及有轨电车上的导电轨条。很容易用1100 和4043 焊丝焊接。
铝铜(2000 系列)加入铜获得了较好的强度。这一系列是热处理可强化的。主要用于飞机部件,铆钉和标准件产品。由于它热裂纹的敏感性大,多数2000 系列的合金都被认为不适于电弧焊接。这些合金通常推荐用4000 系列焊丝焊接。如4043 和4145 都具有较低熔点因此减少了热裂纹的可能性。这些合金仅被部分用于焊接应用。
铝锰(3000 系列)一般用于制造业和建筑业的热处理不可强化的铝合金。由于强度适中,用于地铁、轻轨及汽车、集装箱等行业的焊接,发展前途十分广泛。
铝硅(4000 系列)硅的加入降低了铝的熔点并提高了流动性。它主要用途是作为填充金属。4000 系列具有很好的可焊性并被认为是不可热处理强化的合金。4047 因其流动性好适合钎焊和气焊,因此成为汽车换热器选用的焊丝。
铝镁(5000 系列)镁被添加到铝中后,合金具有卓越的可焊性,具有焊接接头强度接近母材强度并且不易产生热裂纹。实际上,5000 系列是所有不可热处理强化合金中强度最高的。由于它的良好的抗腐蚀性,被用于化学储存容器和低温压力容器,还有建筑结构设施、轨道交通车厢、汽车、倾卸卡车和桥梁。
铝镁硅(6000 系列)具有中等强度,是可热处理强化的合金。常用于汽车、管道、轨道交通、建筑和挤压设备。6000 系列在某种程度上易产生热裂纹。但也可以通过选择正确的填充合金来避免。考虑抗裂性
4043 是最常与这一系列合金结合的填充焊丝,若考虑焊后需要进行变形加工则选用5356 或5183。
其它(8000 系列)铝与其它元素(如,锂)组合成的合金都归于这一系列。大多数的此类合金不常用,但他们具有良好的硬度,主要用于飞机工业。对这些可热处理强化的合金的填充焊材可选择4000 系列焊丝。
适用于铝及铝合金的焊接方法很多,各种方法有其各自应用场合。目前可用的焊接方法简述如下:
(1)气焊气焊是用气体火焰(常用氧-乙炔焰)产生的热使被连接的金属表面逐渐熔化从而接合起来。由于热功率较电弧焊低,热量较分散,因此焊件变形大,生产率低,焊缝晶粒粗大,组织疏松。这种方法虽然设备简单方便,但只推荐用于焊接厚度不大且不重要的铝结构及薄板对接和铸件补焊等。
(2)焊条电弧焊可用简单、便宜的便携式设备进行焊接。但是铝电焊条的焊接工艺性很差,接头质量不高,仅在要求不严的场合和修复时有一些应用。
(3)钨极惰性气体保护电弧焊(简称TIG 焊) 这种方法是在惰性气体(氩、氦或氩氦混合气体)保护下施焊,热量比较集中,电弧燃烧稳定,焊缝金属致密,接头的强度和塑性高,可获得满意的优质接头,因而在铝及铝合金的焊接中获得广泛应用。对于薄板、全位置焊接,20 世纪60 年代以来还发展了一种钨极脉冲氩弧焊,其焊件变形小,接头热影响区窄,特别适用于锻铝、硬铝等高强度铝合金的焊接。
(4)熔化极惰性气体保护电弧焊(简称MIG 焊) 由于焊丝为电极,可用比TIG 焊大得多的电流,焊接速度快,热影响区小,生产效率比TIG 焊高,可焊接大厚件,工业上应用很广。MIG 焊也可以采用脉冲电源,采用脉冲电源平均焊接电流小,可用于薄板或全位置焊接。
(5)钎焊钎焊是利用比铝及铝合金母材熔点低的钎料填充接头间隙实现连接的方法。在熔焊和电阻焊难适用的场合有较多的应用。各种焊接方法对铝及铝合金的适应性如表所示:
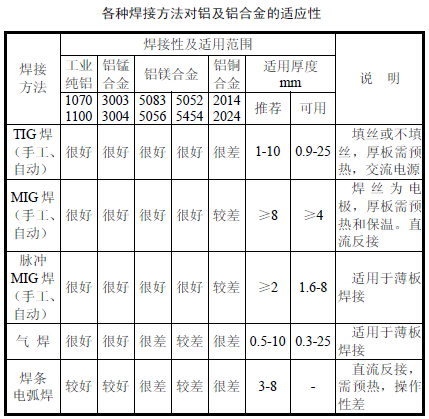
按焊接方法的不同,采用的焊接材料也不同。钨极氩弧焊(TIG焊)和气焊手工填充丝一般用切成一定长度的直条焊丝,自动填充丝时也可采用盘装焊丝。而熔化极氩弧焊(MIG 焊)则采用盘装或桶装焊丝。手工电弧焊需选用电焊条。气焊时还需配合使用粉末状气焊熔剂(又称焊粉)。
- 上一篇:铝及铝合金焊丝的焊接应用 2015/3/3
- 下一篇:铜及铜合金焊条用途及牌号 2015/2/3
